菜
单
栏



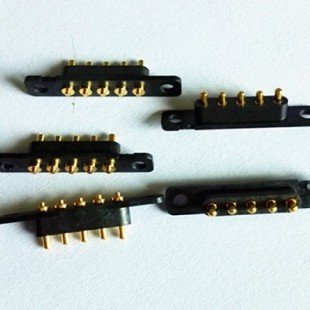
pogo pin 的表面贴装(SMT)工艺需兼顾其精密结构与焊接可靠性,确保在自动化组装中实现精准定位与稳定连接,适用于高密度 PCB 板(如智能手表主板)的批量生产。
焊盘设计是基础:PCB 上的 pogo pin 焊盘需匹配其尾部焊接端尺寸,通常直径比引脚大 0.2-0.3mm,采用圆形或方形焊盘(铜厚 35μm 以上),并设置阻焊开窗(比焊盘大 0.1mm),避免焊膏外溢。对于带定位柱的 pogo pin,PCB 需预留定位孔(公差 ±0.05mm),确保贴装时机械定位与焊接定位双重精准。
焊膏印刷与贴装参数需优化:焊膏选用免清洗型锡银铜合金(Sn96.5Ag3Cu0.5),钢网厚度 0.12mm,开孔直径比焊盘小 0.1mm,确保焊膏量精准(0.5-1mg / 焊盘)。贴片机需采用视觉定位(精度 ±0.03mm),吸取 pogo pin 时选用专用吸嘴(硅胶材质,避免划伤表面镀层),贴装压力控制在 50-100gf,防止压损内部弹簧结构。
回流焊工艺是关键:采用氮气保护回流焊(氧含量<500ppm),避免高温下金属镀层氧化。温度曲线需分段控制:预热段(150-180℃,60-90 秒)缓慢升温,防止焊膏飞溅;回流段峰值温度 245±5℃(保温 30-40 秒),确保焊料完全熔融且不损伤 pogo pin 内部塑胶件(耐温通常<260℃)。
焊接后检测包括:AOI 检查焊盘润湿性(爬锡高度≥75%),X-Ray 检测底部焊点是否存在空洞(空洞率<10%),拉力测试(最小拉力≥5N)验证焊接强度。对于阵列式 pogo pin(如 50pin 以上模组),需通过 ICT 测试(在线测试仪)检测每个引脚的导通性,确保无虚焊或桥连,满足批量生产的质量一致性要求。
了解更多关于弹簧针和连接器的选择。

+86 181-2703-4750(阳小姐)
+86 180-2540-8750(阳小姐)

htweibo@pomagtor.net (魏先生)

广东省深圳市宝安区石岩街道水田社区祝龙田路51号泰科汉泽工业园


 当前位置:
当前位置: 


