菜
单
栏



 当前位置:
首页 >
新闻中心 > pogopin连接器 >
当前位置:
首页 >
新闻中心 > pogopin连接器 >
一、场景特性与核心关联迭代
产品特性与风险升级
桌面磁吸数据线(长度 1-1.5 米,支持 480Mbps USB 2.0 传输)采用 “尼龙编织外层 + TPE 内芯 + 双屏蔽层 + 线身磁粉” 结构,通过线身磁粉自吸实现不缠绕收纳,适配笔记本、平板等桌面设备。新增环境风险包括:生产端尼龙编织废料(化纤难以降解)、铜制屏蔽网 / 铝箔分离回收难、线身磁粉与塑料混合处置;包装端为突出质感采用加厚纸盒 + 塑料挂钩(过度包装);报废端因耐用性提升(20000 + 次弯折测试)导致闲置率高,70% 用户因重复供给造成资源浪费,且编织层与线芯粘连难以拆解。ISO 14001 需强化 “编织废料循环 - 屏蔽层分级回收 - 闲置资源盘活” 三重管控。
核心条款针对性适配
4.3.1 环境因素:新增 “尼龙编织废料污染”“屏蔽层金属混弃”“线身磁粉回收缺失” 识别,将 “重复供给导致的闲置浪费” 列为重要环境因素。
6.1 风险控制:采用化学解聚法回收尼龙编织料,开发 “屏蔽层自动化分离设备”,符合《电子电气产品中限用物质的限量要求》(GB/T 26572)。
8.1 运行控制:规范磁粉注塑工艺参数,执行 “裸线 + 基础包装” 双选项销售模式,禁用厚度>3mm 的包装纸盒。
10.2 纠正措施:针对屏蔽层混拆、编织废料堆积问题,增设机械化分拣线,建立 “销售 - 回收” 数量联动机制。
二、全流程管控重点升级
生产制造环节:结构件专项管控
编织废料循环:尼龙编织工位配备 “切断废料收集袋 + 负压吸管”,对 48 支尼龙编织边角料分类回收 —— 纯色废料通过化学解聚法转化为再生尼龙颗粒(回收率≥85%),用于生产收纳袋;杂色废料混合制成注塑填充料,替代 20% 新料用于线身固定件生产。优化编织张力参数,将废料率控制在 5% 以内(较传统工艺降低 3 个百分点)。
屏蔽层分级回收:采用 “先撕铝箔后拆铜网” 分步工艺,屏蔽铝箔经清洗烘干后压制成铝锭(纯度≥99%),铜网通过低温熔铸制成导线坯料;拆解产生的铝铜混合碎屑,利用密度差进行重力分选,确保金属回收率≥96%。生产中同步记录屏蔽层用量与回收量,建立物料平衡台账。
磁粉与芯片管控:线身磁粉注塑工位安装 “磁控吸附装置”,收集散落磁粉(含镍钴成分),经高温灼烧除杂后重新用于磁粉注塑(回收率≥92%);480Mbps 传输所需的 E-Marker 芯片焊接时,采用 “点焊 + 焊渣自动收集” 一体化设备,焊渣贵金属提取率保持≥98%。
VOCs 精准治理:TPE 内芯注塑与磁粉涂胶工位串联 “静电集气罩 + 分子筛吸附 + 催化燃烧” 系统,针对编织线生产间歇式排放特点,设定 VOCs 浓度>40mg/m³ 时自动启动处理程序,排放稳定控制在 30mg/m³ 以下。
包装与仓储环节:减量与防护优化
源头减量设计:推行 “分级包装体系”—— 基础款采用可折叠再生牛皮纸盒(再生纸占比≥90%),取消塑料挂钩与缓冲层,单套包装重量从 25g 降至 10g;高端款使用可降解纸浆模塑托(替代塑料内衬),搭配可回收麻绳提手。销售端提供 “设备 + 数据线” 捆绑选购时的 “裸线减免” 选项,减少重复供给。
智能仓储管理:采用 “分层挂架式仓储”(每层间距 15cm),避免数据线长期弯折导致的线身老化;通过 RFID 标签记录线身长度与磁粉分布位置,仓储温湿度控制为 18-22℃、湿度 45%-55%,降低 TPE 材质老化速率,物料损耗率控制在 1% 以内。
报废与回收环节:全周期资源盘活
四步拆解流程:① 机械剪切分离编织外层(单独送入化学解聚线);② 加热软化 TPE 内芯,剥离屏蔽铝箔与铜网;③ 高温灼烧残留塑料,磁选回收线身磁粉;④ 拆解 E-Marker 芯片,分类处置重金属元件,较智能穿戴配件多增设编织层专项处理环节。
回收渠道创新:
前端:在写字楼、创客空间设置 “桌面配件回收柜”,联合联想、戴尔等设备厂商推出 “旧线抵价换新”(1 根旧线抵扣 10 元);
后端:对接 “电子废弃物互联网回收平台”,用户扫码上传闲置数据线信息,可预约上门回收,目标回收覆盖率≥75%(重点覆盖办公场景)。
三、实践成效与合规要点
场景化成果案例
某桌面数据线企业升级体系后:尼龙编织废料回收率从 32% 提升至 85%,年减少化纤废弃物 45 吨;屏蔽层金属回收带来原材料成本下降 12%;通过 “裸线选购” 选项减少包装废料 60 吨 / 年,闲置数据线回收量提升至 2.3 万条 / 年,获得 FCC 环保认证,办公设备配套订单占比提升 25%。
新增不合规项预警
尼龙编织废料与普通塑料混存(违反 6.1 条款,影响再生效率);
屏蔽层铜网与铝箔未分级回收(不符合 8.1 条款,造成金属资源浪费);
未提供 “无包装裸线” 选购选项(缺失 10.2 条款,加剧重复供给问题);
线身磁粉未采用专项回收(违反 GB/T 26572 要求,存在重金属污染风险)。
四、场景化实施建议
物料量化管理:用 LCA 法核算单根数据线碳足迹(目标≤2.2kg CO₂e),重点监测编织废料解聚能耗、屏蔽层分离效率,每季度出具资源循环报告。
数字化溯源升级:在接头处印制 QR 码,关联 “生产批次 - 屏蔽层材质 - 回收网点” 信息,用户扫码可查询线身降解周期与拆解指南。
供应链协同深化:要求编织供应商提供 “可解聚尼龙原料证明”,屏蔽层供应商配套提供分离回收技术方案,芯片供应商采用无铅焊接工艺。
循环设计创新:研发 “模块化接头”(编织线身可更换接头),延长主体使用寿命;采用可生物降解 PLA 编织层(堆肥 12 个月降解率≥90%)替代传统尼龙。
政策协同响应:对接电子设备接口标准化政策,推动数据线与设备的跨品牌适配,从源头减少数据线保有量;申请 “资源综合利用” 税收减免,降低回收体系运营成本。
推荐阅读
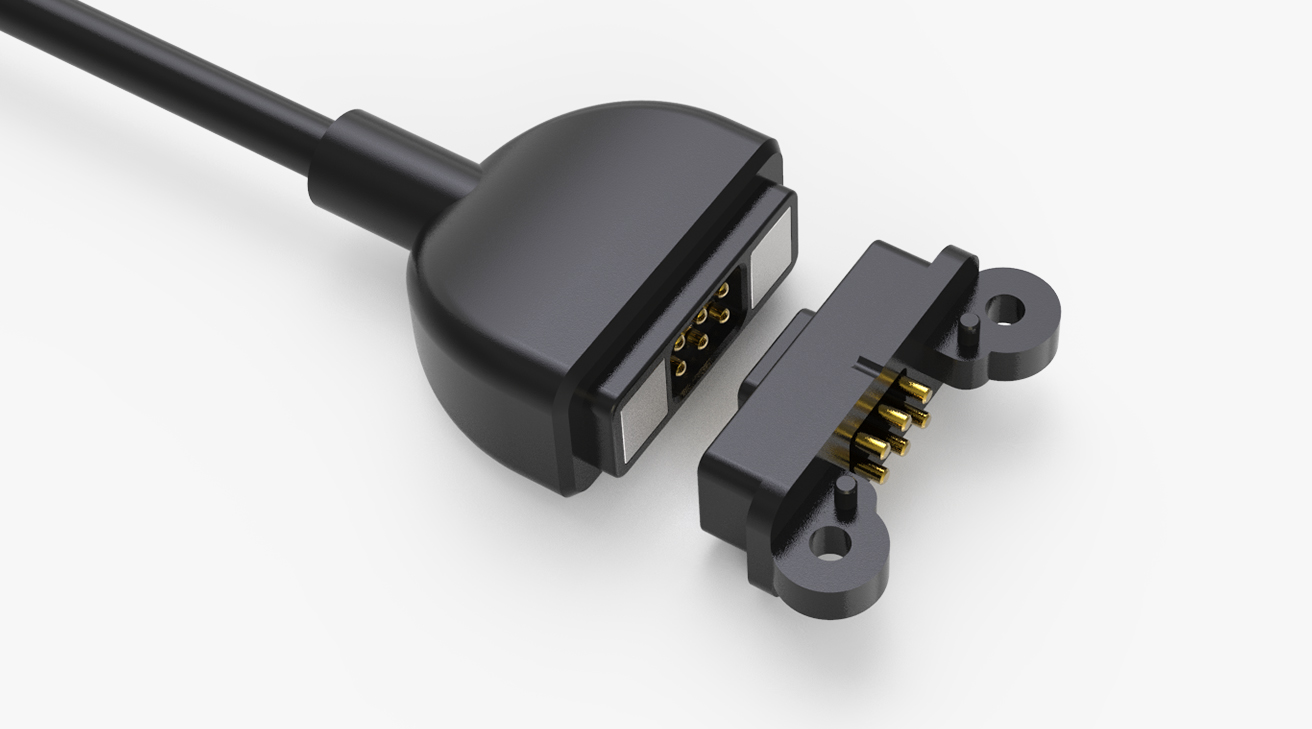
磁吸连接器 圆形磁性系列:2PIN,电压5V,电流3A,工作温度-30°~85°
磁吸连接器 圆形磁性系列:2PIN,电镀黄铜Au3u,电压5V,电流1.5A,工作行程0.8mm:60gfMax,弹力10000次+,工作温度-30°~85°
了解更多关于弹簧针和连接器的选择。

+86 181-2703-4750(阳小姐)
+86 180-2540-8750(阳小姐)

htweibo@pomagtor.net (魏先生)

广东省深圳市宝安区石岩街道水田社区祝龙田路51号泰科汉泽工业园
 咨询热线
咨询热线
 htweibo@pomagtor.net
htweibo@pomagtor.net
 深圳总部:深圳市宝安区石岩街道水田社区祝龙田路51号泰科汉泽工业园
湖南分公司:湖南省衡阳市衡阳县西渡镇船山西路与洪山路交汇处东北角双创中心内厂房24号楼
深圳总部:深圳市宝安区石岩街道水田社区祝龙田路51号泰科汉泽工业园
湖南分公司:湖南省衡阳市衡阳县西渡镇船山西路与洪山路交汇处东北角双创中心内厂房24号楼


