菜
单
栏



 当前位置:
首页 >
新闻中心 > pogopin连接器 >
当前位置:
首页 >
新闻中心 > pogopin连接器 >

弹簧顶针作为精密连接元件,广泛应用于电子通讯、汽车电子、医疗器械等领域,其防腐蚀镀层直接影响使用寿命与可靠性。本文系统分析镀锌、镀镍、镀金、化学镀镍等主流镀层的防腐蚀机理、性能指标及工艺特性,结合应用场景对比各类镀层的耐盐雾性能(500-3000 小时)、膜厚均匀性(5-50μm)及成本差异。研究表明:镀金镀层在高腐蚀环境中表现最优(耐盐雾>2000 小时),但成本较高;化学镀镍磷合金(P 含量 8%-12%)性价比突出,适用于中等腐蚀场景;镀锌钝化处理可满足基础防护需求,适合低成本应用。
关键词
弹簧顶针;防腐蚀镀层;耐盐雾性能;镀层工艺;腐蚀机理
一、腐蚀环境与防护需求
弹簧顶针的腐蚀失效主要源于工作环境中的水汽、盐分、工业废气及电化学腐蚀。其核心防护需求包括:
耐环境侵蚀:在温度 - 40~125℃、相对湿度>90% 的环境中保持稳定性;
接触可靠性:镀层需具备低接触电阻(<50mΩ),避免腐蚀产物导致信号传输失效;
机械兼容性:镀层与弹簧基材(多为黄铜、磷青铜)的附着力>5N/cm,且需耐受顶针往复伸缩(>10 万次)的磨损。
例如,汽车发动机舱内的弹簧顶针需耐受机油蒸汽与冷凝水侵蚀,而海洋设备中的顶针则面临高盐雾(Cl⁻浓度>3.5%)环境,对镀层的耐点蚀能力要求显著提升。
二、主流防腐蚀镀层性能对比
2.1 镀锌镀层(Zn)
防腐蚀机理:通过牺牲阳极保护(锌的标准电极电位 - 0.76V,低于铁、铜),优先腐蚀自身以保护基材。
工艺特性:电镀工艺成熟,膜厚可控(8-20μm),可结合铬酸盐钝化(彩色、蓝色)形成复合防护层,钝化层厚度 0.5-1μm。
性能指标:
中性盐雾测试(NSS):未钝化镀锌>24 小时,彩色钝化>96 小时,军标三价铬钝化可达 500 小时;
缺点:镀层硬度低(HV 30-50),易磨损,且钝化层不耐高温(>120℃易分解)。
适用场景:室内干燥环境(如办公设备)、低成本民用产品。
2.2 镀镍镀层(Ni)
防腐蚀机理:通过致密的镍层物理隔绝腐蚀介质,镍的钝化膜(NiO)具有自修复能力。
工艺分类:
亮镍:含硫添加剂,光泽度高但应力大,耐蚀性中等(NSS 500-800 小时);
半光亮镍:低硫工艺,应力低,与亮镍组合形成 “双层镍”,耐蚀性提升至 1000-1500 小时。
性能优势:硬度高(HV 200-400),耐磨性优于镀锌,可焊性良好。
局限性:存在微孔腐蚀风险,膜厚不均处易产生电流集中腐蚀。
适用场景:工业控制设备、中等湿度环境的连接器。
2.3 化学镀镍磷合金(Ni-P)
防腐蚀机理:非晶态镍磷合金(P 含量 8%-12%)无晶界缺陷,耐蚀性远优于电镀镍,且对复杂几何形状(如顶针针尖凹槽)的覆盖均匀性达 95% 以上。
性能指标:
NSS 测试:P 含量 10% 时>1500 小时,配合封闭处理(如硅烷)可达 2000 小时;
耐酸碱性能:在 5% NaCl 溶液中腐蚀速率<0.01mm / 年,优于大多数金属镀层。
工艺特点:无外加电流,膜厚均匀(5-30μm),但沉积速率慢(10-15μm / 小时),成本高于电镀镍。
适用场景:医疗器械(耐消毒液腐蚀)、海洋工程设备。
2.4 镀金镀层(Au)
防腐蚀机理:金的标准电极电位 + 1.5V,化学稳定性极高,镀层孔隙率<0.1 个 /cm²(膜厚>0.5μm 时),可完全隔绝基材与腐蚀介质。
性能极致:
NSS 测试:纯金镀层(>1μm)>3000 小时,无明显腐蚀;
接触电阻:稳定在<10mΩ,适用于高频信号传输。
工艺配套:通常采用 “镍打底(5-10μm)+ 镀金(0.1-2μm)” 结构,镍层阻挡基材扩散,同时增强金层附着力。
成本因素:金价高昂(约 400 元 / 克),膜厚 1μm 时镀层成本是镀镍的 10-15 倍。
适用场景:航空航天、高端通讯设备(如 5G 基站连接器)。
2.5 其他特种镀层
镀锡(Sn):低接触电阻(<30mΩ),适用于焊接场景,但耐蚀性有限(NSS 100-300 小时),易产生 “锡须”;
镀银(Ag):导电性能优异,但易硫化发黑,需结合有机涂层封闭(如涂覆苯并三唑);
锌镍合金(Zn-Ni):含镍 10%-15%,耐蚀性是镀锌的 5-8 倍(NSS 1000 小时),成本低于纯镍,适合汽车电子。
三、镀层失效模式与工艺优化
3.1 常见失效形式
孔隙腐蚀:镀层针孔处基材暴露,形成局部电池(如铜基材在孔隙处腐蚀速率加快 10-20 倍);
镀层剥落:基材前处理不当(如油污未除净)导致附着力不足,在振动环境中分层;
磨损腐蚀:顶针往复运动导致镀层磨损,露出基材后发生电偶腐蚀。
3.2 工艺改进措施
前处理优化:采用电解脱脂(电流密度 2-5A/dm²)+ 酸洗(5% 硫酸)去除氧化层,提升镀层附着力;
多层复合镀层:如 “镀锌 + 镀镍 + 镀金” 三层结构,兼顾成本与耐蚀性(NSS 可达 1500 小时);
封孔处理:对多孔镀层(如化学镀镍)采用硅烷浸渍(膜厚 0.1-0.5μm),封闭孔隙率>90%。
四、应用场景选择建议
在室内干燥环境中,推荐使用镀锌(彩色钝化)镀层,需满足中性盐雾测试≥96 小时且膜厚≥8μm;工业潮湿环境下,化学镀镍(P=10%)为优选,要求中性盐雾测试≥1500 小时、硬度≥HV 500;汽车发动机舱内的弹簧顶针适合采用锌镍合金(12% Ni)镀层,需具备耐温>150℃和中性盐雾测试≥1000 小时的性能;海洋高盐环境应选用镍底镀金(1μm Au)镀层,其孔隙率需<0.5 个 /cm²;航空航天设备中的弹簧顶针则需采用硬金镀层(含 Co 0.1%),需满足耐磨性>5000 次插拔且中性盐雾测试≥3000 小时。
五、结论
弹簧顶针的防腐蚀镀层选择需平衡耐蚀性、成本与功能需求:基础防护优先选择镀锌钝化或锌镍合金;中等腐蚀环境推荐化学镀镍磷合金;高端精密场景则需采用镍底镀金结构。未来发展方向包括纳米复合镀层(如 Ni-Al₂O₃)与无铬钝化技术,以在提升耐蚀性的同时满足环保法规(如 RoHS 2.0)要求。
参考文献
王为。电镀工艺学 [M]. 机械工业出版社,2020.
ASTM B117-21. 盐雾腐蚀试验标准 [S]. 美国材料与试验协会,2021.
刘仁志。功能性镀层技术 [M]. 化学工业出版社,2019.
ISO 4520:2018. 金属覆盖层 电镀镍层规范 [S]. 国际标准化组织,2018.
推荐阅读
磁吸数据线 跑道形磁性系列:5PIN,电镀黄铜Au5u,电压12V,电流2A,工作行程0.7mm:80gfMax,弹力寿命30000次+,工作温度-30°~80°
POGO PIN 双头式:电镀黄铜Au1u,电压12V,电流1A,弹力10000次+,工作温度-40°~150°
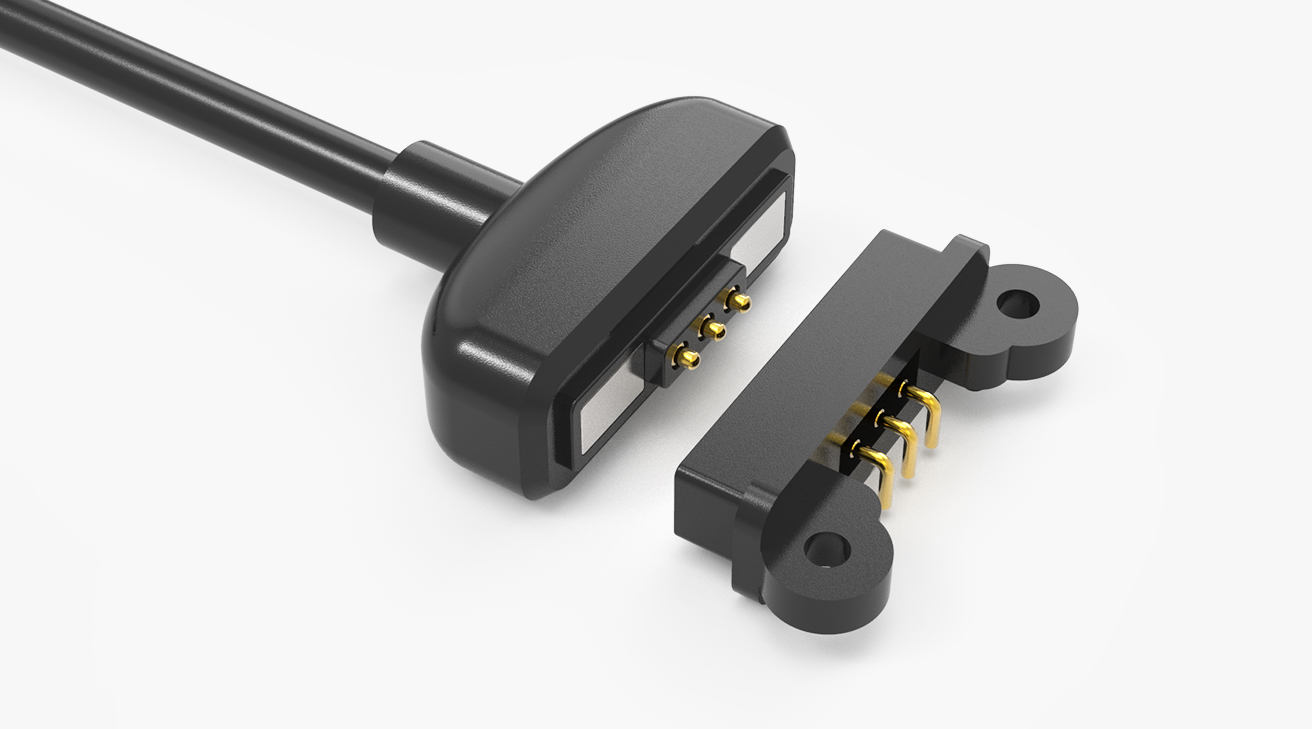
POGO PIN 侧帖式:电镀镀镍50-120u,电压12V,电流1A,工作行程1.5mm:100gfMax,弹力10000次+,工作温度-30°~85°
了解更多关于弹簧针和连接器的选择。

+86 181-2703-4750(阳小姐)
+86 180-2540-8750(阳小姐)

htweibo@pomagtor.net (魏先生)

广东省深圳市宝安区石岩街道水田社区祝龙田路51号泰科汉泽工业园





